

以下是:定西市安定区:不锈钢管厂家批发的产品参数【昌盛源】为您提供渭源不锈钢板规格齐全、漳县不锈钢板值得买、岷县不锈钢板一个起售等多元产品与服务。:不锈钢管厂家批发,昌盛源金属制品(定西市安定区分公司)为您提供:不锈钢管厂家批发,联系人:邹经理,电话:【17768165506】、【17768165506】。 甘肃省,定西市,安定区 安定区,取“安宁稳定”之意,于北宋绍圣二年(1096年),始筑城,名为“定西寨”,金皇统二年(1142年),始建定西县。2003年9月,定西县撤县设区,更名为“定西市安定区”。安定区是黄河文明的发祥地之一,是古“丝绸之路”重镇,也是新欧亚大陆桥的必经之地,素有“甘肃咽喉、兰州门户”之称,距省城兰州98公里,是“兰白都市经济圈”“关中—天水经济区”和“丝绸之路”经济带甘肃黄金段重要的节点城市,陇海铁路,巉柳、平定、天定高速公路,312、310国道穿境而过。
:不锈钢管厂家批发视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:定西安定:不锈钢管厂家批发的图文介绍不锈钢焊管粗抛、半精抛采用砂布页轮,精抛采用PVA砂轮,表面粗糙度Ra值可达0.1~0.05μm。不锈钢焊管粗抛采用砂布页轮,精抛改用布轮涂以氧化铬抛光膏抛磨。抛后表面粗糙度Ra值可达0.1μm。
在抛光不锈钢圆管和方矩形管方面,也有的小企业采用简单的不锈钢管抛光机(单组抛光机)。多次更换砂轮、多次操作来达到技术要求。小直径的不锈钢圆管,有采用单个磨头抛光的,设备类似无心磨床,可使用PVA砂轮和砂布页轮。砂子的粒度应选取180号以上的细研磨砂。小口径不锈钢焊管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降;其次该产品的工艺决定它的优缺点,一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。
未焊透或被烧穿。未焊透是主要有以下原因,是电流过小,是操作技术不熟练,焊接速度太快,对接间隙小,是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体金属未熔合在一起或焊接金属中局部未熔合的时候,该部位应及时进行补焊。烧穿的原因是因焊接电流过大,熔池温度过高,焊丝加入不及时,带钢对接间隙过大,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从而被烧穿。裂纹和气孔。裂纹的出现频率很高,一般裂纹分为热裂纹和冷裂纹两种。由于液体金属在凝固过程中或略低于固相线温度下,产生沿晶间边界的、断口上就会形成具有氧化色的热裂纹。在固态时发生相变,或有扩散氢存在,以及冷却时在过大的焊接收缩应力作用下,就会生成的具有穿晶性质的、断口发亮、没有氧化色的冷裂纹。如果在使用焊丝时不合乎标准,焊接时高温停留时间过长,造成氧化、过热和晶粒度过度长大,材料本身杂质较多,或材料本身易淬硬时均易产生裂纹。而在焊件、焊丝表面有油污、氧化皮、铁锈等情况,或在潮湿环境中进行焊接,或者氩气纯度低,或氩气保护气不佳以及熔池高温氧化、飞溅等情况下都容易产生气孔。
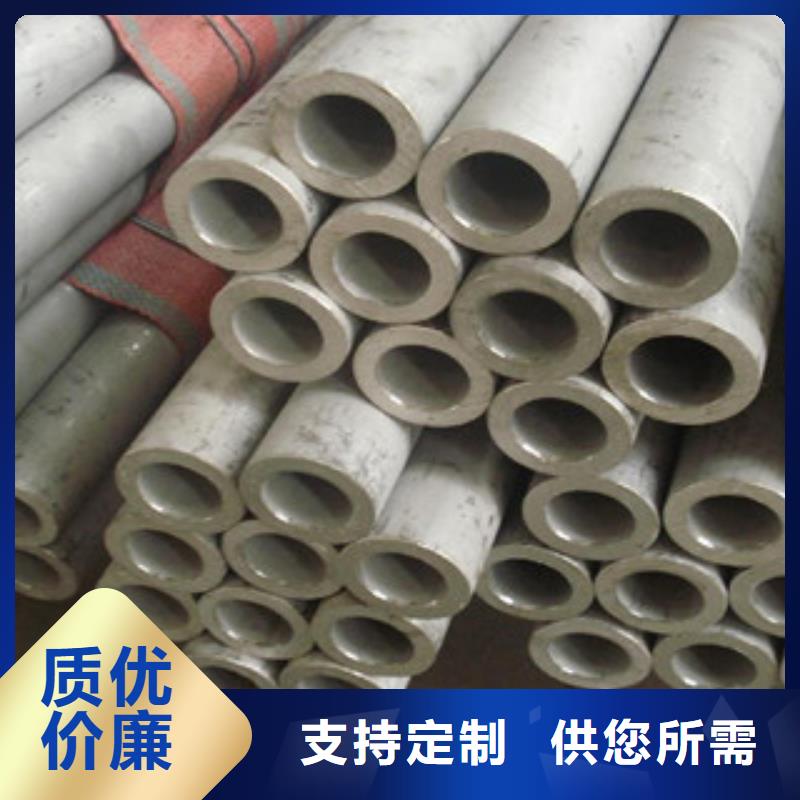
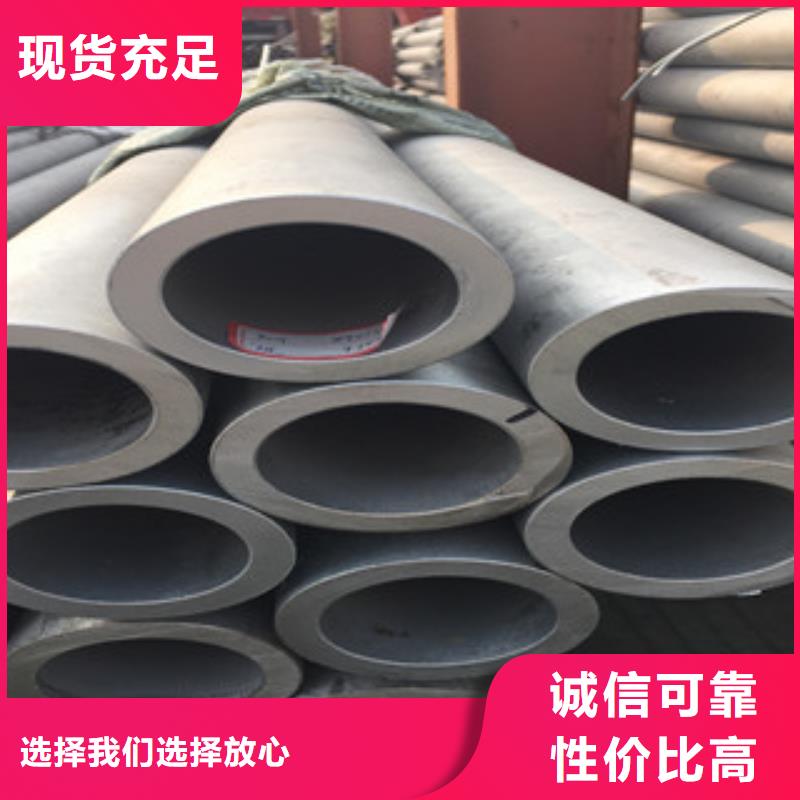
不锈钢钢管是一种中空的长条圆筒状钢材,他的适用范围用作输送流体的管道,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。不锈钢钢管选用材质为耐酸和耐热的牌号的钢坯,经过加热、穿孔、定径、热轧、切削而成。
不锈钢钢管的分类:不锈钢无缝钢管和不锈钢焊接钢管(有缝钢管)基本的两大类。按钢管的外径形状又可分为圆管和异形管,广泛应用的是圆形钢管,但也有一些方形、矩形、半圆形、六角形、等边三角形、八角形等异形钢管。对于承受流体压力的钢管都要进行液压试验和射线探伤来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。
定西安定昌盛源金属制品有限公司是一家专业生产各种 不锈钢板厂家。一切为了客户的需要是公司一直贯彻的经营原则,在日新月异的时代,我们利用技术优势,以科技倡导未来,更注重 不锈钢板内在品质,并根据客户不同的需要为客户设计,以满足客户的需求。除了优良的 不锈钢板产品,我们还将提供优良的售后服务,为用户解除一切后顾之忧。
焊接温度主要受高频涡流热功率的影响,根据相关公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(CL)1/2]式中:f-激励频率(Hz);C-激励回路中的电容(F),电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
:不锈钢管厂家批发,昌盛源金属制品(定西市安定区分公司)为您提供:不锈钢管厂家批发产品案例,联系人:邹经理,电话:【17768165506】、【17768165506】。













